Why Flexible MOQ Is Hard for Most Injection Molding Factories — And How Ready-Stock Components Change the Math
Monica Zhang
6/10/2026
Introduction
One conversation I have almost every month goes something like this:
"We love the product, but we're launching a new collection and don't want to commit to 3,000 pieces yet. Can you do 500?"
Sometimes the buyer is a growing Amazon seller. Sometimes it's a retailer testing a new category. Sometimes it's a brand entering a completely new market.
From the buyer's perspective, the request is perfectly reasonable. From the factory's perspective, however, the economics are often far more complicated than they appear.
This article explains exactly why low MOQ is structurally difficult in plastic manufacturing, and how a different approach to production planning can make it work without sacrificing quality or margin.
1. The Real Cost Behind Every "Minimum Order"
To understand why factories resist small orders, it helps to understand what actually happens before a single piece comes off the line.
Mold setup and machine changeover
Every time a factory switches from one product to another, the injection molding machine needs to be stopped, cleaned, and reconfigured. The mold — which can weigh hundreds of kilograms — must be removed, inspected, and replaced with the next one. This process alone can take two to four hours of machine downtime, depending on the complexity of the mold and the size of the machine.
During that downtime, the machine produces nothing. The labor cost continues. The overhead continues.
Material purging and waste
Injection molding machines have a barrel that holds molten plastic at a controlled temperature. When you switch materials — or even switch colors within the same material — the barrel must be purged. This means running a quantity of new material through the system to flush out the previous material completely.
For clear PET, which is particularly sensitive to contamination, this purging process can consume several kilograms of raw material before the output meets acceptable clarity standards. That material is waste — it cannot be used in finished products.
On a large order of 10,000 pieces, these setup costs are spread thin and barely register. On an order of 300 pieces, they can represent a significant portion of the total production cost. The math simply does not work in the factory's favor.
Quality control at small volumes
A properly run quality inspection requires a statistically meaningful sample size. On very small production runs, the ratio of inspection time to actual output is much higher than on standard orders. For factories optimized around volume efficiency, this creates friction that most are not set up to absorb.
2. Why "Low MOQ" Claims Are Often Misleading
If you have spent any time sourcing plastic products from China, you have seen the phrase "low MOQ" used liberally — on Alibaba listings, on supplier websites, in the first line of a cold email.
What this usually means in practice is one of three things.
First, the supplier is a trading company, not a factory. They aggregate orders from multiple buyers to meet the factory's actual minimum, which may be 3,000 to 5,000 pieces. Your 500-piece order gets combined with others, and your delivery timeline becomes unpredictable.
Second, the "low MOQ" applies only to products the factory already has in active production for other customers. If your specific color, size, or configuration is not already running, the real minimum is much higher.
Third, the unit price at "low MOQ" is set high enough to compensate for the inefficiency — sometimes two to three times the standard bulk price. The order is technically accepted, but the economics make it impractical for the buyer.
None of these arrangements are dishonest exactly, but they are frequently misunderstood by buyers who interpret "low MOQ" as a straightforward capability rather than a conditional one.
3. How Ready-Stock Components Change the Equation
The approach that actually makes flexible MOQ viable — without inflating unit prices or compromising lead times — is maintaining a library of ready-stock mold components and semi-finished parts.
Here is what that means in practice.
For a product like a clear PET lazy susan turntable, the core structural components — the rotating base, the bearing assembly, the tray mold — are already produced and held in inventory. When a buyer requests a trial order of 500 pieces, the factory is not starting from zero. It is assembling and finishing an order from existing components, not running a full production cycle from raw material to finished product.
This is structurally different from a standard custom order, which requires the full sequence: raw material procurement, mold preparation, machine setup, production run, quality inspection, and packaging. That sequence has a minimum scale below which it becomes uneconomical.
With ready-stock components, the minimum viable batch size drops significantly. Setup costs are lower because the molds are already prepared. Material waste is reduced because the system is already dialed in. The quality baseline is already established from previous production cycles.
The result is that a 500-piece trial order becomes operationally feasible — not as a favor to the buyer, but as a natural output of how the production system is organized.
4. Real Example: When a Smaller First Order Made More Sense
Recently, we worked with a customer developing a new pantry organization collection for online retail.
The buyer initially assumed the factory MOQ would be several thousand units per SKU. However, because the selected organizers were based on existing molds and stocked components, we were able to support a smaller trial quantity.
The customer's goal was not to maximize margin on the first order. The goal was to validate product-market fit.
Within a few months, the trial products became part of their regular assortment and subsequent orders scaled naturally.
In situations like this, a smaller first order often reduces risk for both sides. The buyer gains real market data before committing to volume. The factory builds a longer-term relationship rather than a one-time transaction.
5. What This Means for Buyers Testing a New Line
For a brand or retailer evaluating a new storage product, the ability to test at realistic volumes has direct commercial value.
A trial order of 300 to 500 pieces is enough to validate several things that a sample alone cannot confirm: how the product performs at retail, what the return rate looks like, whether the price point resonates with your customer base, and how the product photographs and presents on a listing page or physical shelf.
Running that validation with a limited financial commitment — before placing a full OEM order — is straightforward risk management. It is the difference between testing a hypothesis and betting on one.
For products where the mold and component inventory already exists, this kind of trial is structurally supported. For products requiring new tooling or significant customization, standard OEM minimums apply — because in those cases, the factory genuinely is absorbing setup costs that require volume to recover.
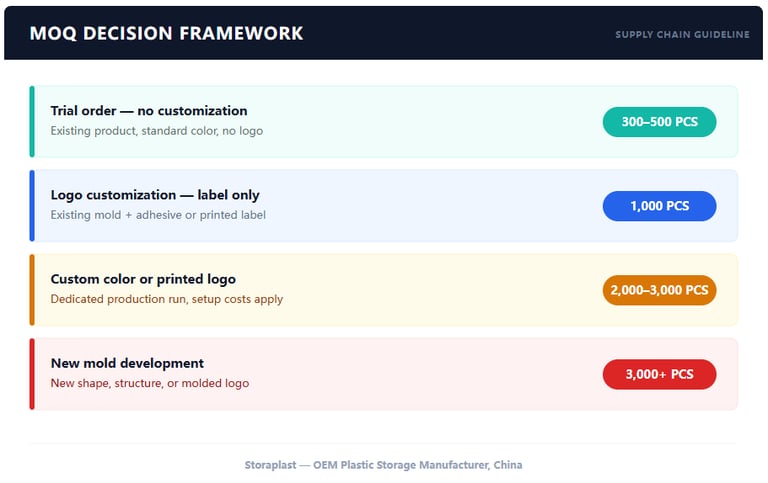
A practical MOQ reference by order type:
The distinction matters. A factory that is transparent about which products support trial volumes and which ones do not is giving you accurate information to plan against. One that says "low MOQ" on everything is probably not.
6. The Question Worth Asking
The question is not whether a factory can accept a low MOQ.
The better question is: why?
If a supplier offers flexible quantities, it is worth understanding how that flexibility is achieved. Is it because production is already running? Because components are stocked? Because the supplier is consolidating multiple orders? Or because the price has been adjusted to absorb the inefficiency?
Understanding the answer will help you make better sourcing decisions and avoid surprises later in the process.
In manufacturing, transparency often matters more than the MOQ itself.
If you are currently evaluating clear PET storage products and want to understand which models in our range support trial quantities, feel free to reach out.
Explore our clear PET product range → storaplast.com/clear-pet-turntable-organizer
Direct inquiry: WhatsApp Monica at +86 159 6894 1087 — typical response within 24 hours.
About the Author
Monica | Storaplast
10+ years in OEM production management for international home & retail brands. Specializing in storage solutions, private label development, and scalable manufacturing partnerships.